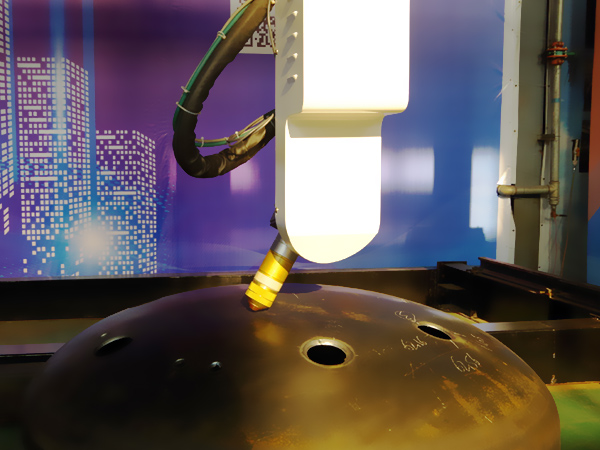
切割时要尽量从边缘开始切割,从边缘开始切割可以减少对于零件的损耗。在实际操作时喷嘴应该直接对准工件边缘后再启动等离子弧。
在实际操作设备时,设备与切割工件之间应该保持的距离。若距离过近加之操作不当容易造成意外的发生。
应保证喷嘴与工件之间有足够的距离,在穿孔时尽量采用正常切距的2倍距离,或采用等离子弧所能传递的很大高度。
在实际操作前应认真阅读设备说明书,按照要求进行设备的调控和操作。
工作电流不宜过高
当工作电流增大时,切割能力随之增强,切割速度也随之增加。于此带来的则是等离子电弧的直径增加,电弧变粗使得切口也逐渐变宽。
工作电流过高会导致喷嘴负荷增大,喷嘴等零件容易过早损坏。切割质量随之下降,甚至无法进行正常切割。
所以在切割前要根据材料的厚度正确选用切割电流和相应的喷嘴。电流强度应为喷嘴的工作电流的95%为宜。
起弧时时间不宜过长,时间过长对喷嘴和电极都是一种消耗。应该尽量减少起弧的时间,在开始之间很不错将割炬放在切割金属行走的距离内。提高工作效率,减少对于零件的损坏。
切割厚度要合理,要在设备所允许的范围内进行切割。激光可以切割的厚度较薄,而等离子可以切割的厚度较厚。在切割前首先要确定好自己切割的类型及切割厚度。
通常来说穿孔厚度应该为正常切割厚度的二分之一,这样才可以保证设备更好的运行,从而更好地完成切割作业。
在设备不使用时要保持设备的清洁,避免因为清洁不及时导致下次切割时切口出现瑕疵。
尽量保持割炬和消耗件的清洁,在割炬和消耗件上的任何脏物都会极大地影响到等离子系统的功能。
更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面和喷嘴。